Today I started working on the flaperons for real. The previous little cutting session doesn't really count for that. Not after spending 6 hours on manufacturing these little tie down hinges and the two actuator brackets. I was very careful and diligent to avoid a frustrated order for replacement parts from Van's and I might have succeeded. I'll find out when I actually try to mount the flaperons to the wings.
You know I had already cut the extruded aluminum into separate pieces. One guy on the forum actually recommended against it but in this rare case I don't agree with him. I think it is really no big deal to drill straight down the 4 tie downs to widen the hole before tapping them. It would be much more tricky to find a straight drill to drill the whole 9" tie down in one step and I doubt you could find a tap of that length either. Anyway, I explain how I did it with 4 2" tie down pieces and you can decide which way you wanna go for yourself.
It started with drilling a hole into the two pieces of angle that should become the actuator brackets. The hole has to be as close as possible to the upward flange in order to accomplish the desired stress relief. I did that on the drill press (allow for the drill to move a bit with your favorite cheapo press from HF. As you can't pre-drill this hole, you should know how much drift you have to compensate for. To find out, use the left over scrap angle.) I didn't do this and learned this by offsetting the first hole by 1/32" which I considered to be good enough to keep the part.

I did every step of the process on both angles before moving on. The same is true for the 4 hinges later in the process.
Then I used the bandsaw the make the first cut removing the flange. Try to cut as close to the flange as possible as any leftover will have to get filed and polished down to match the rest of the surface. An AN3 bolt with washer will go into the hole that is about to get drill into the flange.

As mentioned, the hole for the bolt has get drilled. I used a scalpel to cut a little cross into the aluminum where the hole should be. I was able to feel that cross section when following one line with the tip of a center punch. That way I had a pretty precise starting point. I pre-drilled that hole with the smallest bit I had, followed by a #30 drill bit. Then opening it up to the 3/16" requested in the plans. Only to find out when trying to put a bolt in that the hole is too small for an AN3 bolt. I opened it up with #12 bit and that worked perfectly.

I used a file to reduce the "burr" where I had cut the flange off before. When I got so close to the flange that I couldn't make sure to stay away from the flange I stopped and switched to the 6" Scotchbrite wheels. I have the Cut & Polish wheel as wheel as the grey one for fine polishing. The coarser Cut & Polish helped me a lot to remove the burr fast.
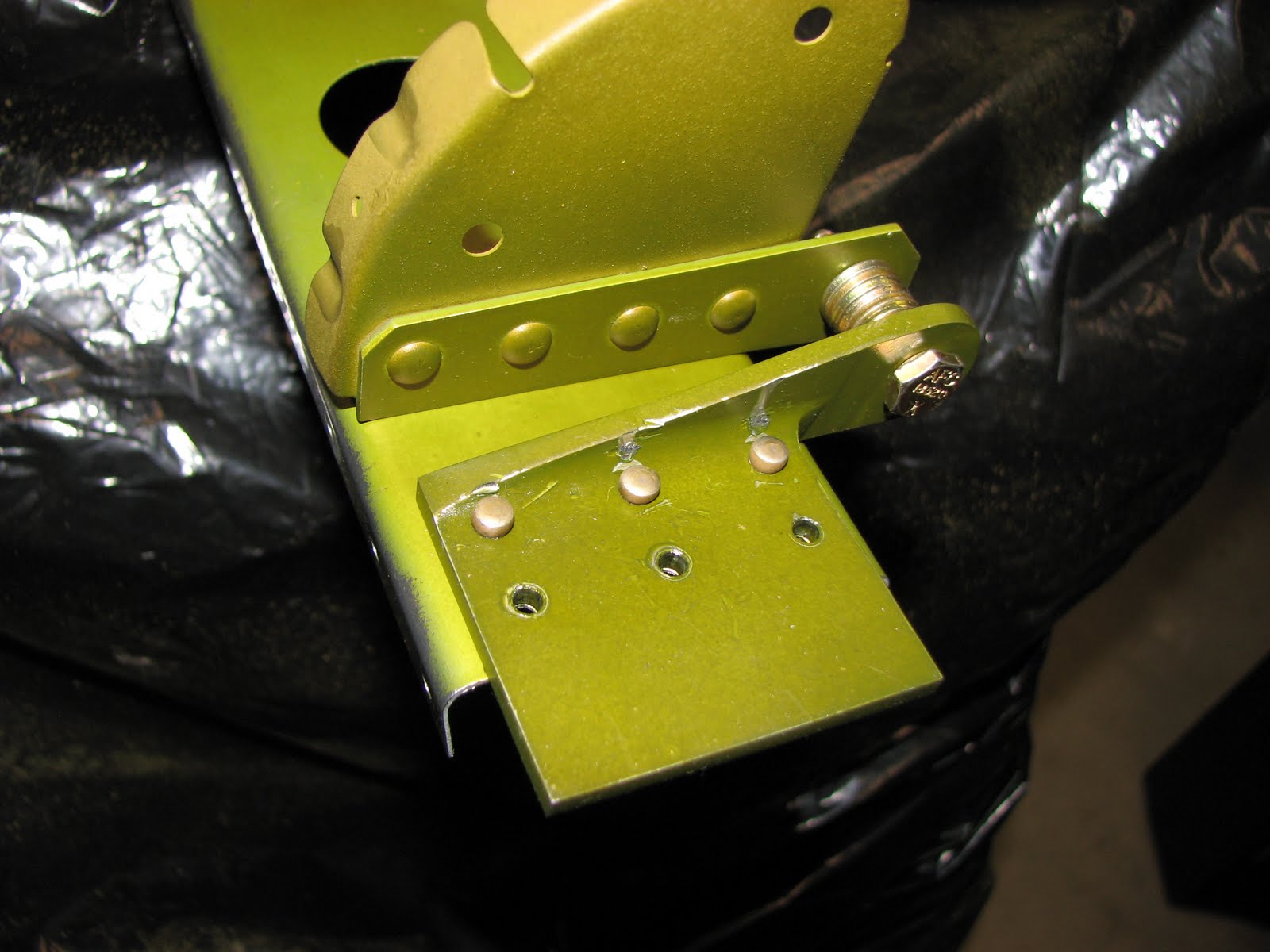
The only problem I had with that was that I somehow canted the angle a bit which left a not perfectly smooth surface on one angle. The other one is perfect. Nothing problematic for the bolt though. The light in this shot amplifies the corrugation.

Another hint if you do this with the SB wheels. I removed the side covers from my grinder to allow me to press the angle on the flat side of the polishing wheels. That way I didn't have to worry about accomplishing a flat surface.
Then it was on to marking for what looked like a more complicated shaping cut. My first problem was how to (at least roughly) mark a 3/8" radius around the bolt hole. On my search for something that could help as a template I found out that the diameter of a penny is exactly 3/4". Bingo! 3/4 dived by 2 is 3/8. Just the radius I needed. If you look closely you'll see that the gap between the center pillars of the Lincoln Memorial where it meets the base is either the center of the penny or so close that you can assume it to be correct. I marked it with a Sharpie and was able to the center the penny over the drilled hole by centering the Sharpie mark inside the hole. The rest was easy and so the brackets where ready to get cut.

The bandsaw did the job quickly, leaving some ugly rough cut parts that were in desperate need of some adjustment with files and the Scotchbrite wheels.

After applying some TLC to these rough cuts the brackets quickly turned into some presentable parts.

Then it was on to the tie down hinges. The main problem here was to make sure that your drilling and the tapping are done straight. The fact that there is already a hole in the tie downs makes this much easier. I clamped one tie down piece in the drill press vise and used a drill bit that is just big enough to slide into the existing hole to center the assembly. In my case it was 9/16" drill bit that did the job.
Once the setup is aligned, I remove the 9/16" drill bit and put the one in to open the hole for tapping. It should be a Q drill bit but I didn't have one. The manuals suggest a Q or a 11/16" but I feel the latter would be too big. I had a 21/32" drill bit and this is what I used.
So I put the 21/32" bit in, added some Boelube and drilled along. No problem at all. The holes all came out very straight, very smooth.
Now the next step is to align the pieces for tapping. This time you use the drill you just used for opening those holes for straightening the setup, in my case this was a 21/64" bit.

With the piece aligned, you then replace the drill bit with the tap. Make sure you put it in deep enough so the brackets of the drill spindle are touching the tap on its main round part and not on the square section as it would put the tap off center. You can turn the drill on to make sure your tap is aligned.
Then you use one hand to push the drill down onto the hole while you are turning the tap with your other hand and start the tap. When it gets a bit tough to turn the tap by hand, back out by turning the tap the other way while you're still supporting the tap with the lever pulling slightly down.

This left a thread of about a 1/4" in the hole. More than enough to continue tapping manually now but this way you made sure you are perfectly aligned.

After this major task, it was time for the details. In this case you're supposed to drill a #30 hole into flange, probably to cleco it to the spar and then match drilling all the other holes. I used a scalpel again to cut a cross into the aluminum and I marked the part on the back as it was easier to measure the required distance from the center line. Placing it on a piece of wood and drilling it with a small drill on the drill press made sure the bit wouldn't wander off.

Then I turned the hinges around and drilled them with a #30 from the other side as it was easier not requiring the wooden support.

The final chapter was optional as it is a weight reduction cut on the hinges, removing a triangular shaped part that is not required to support the hinge bolt. I decided to use my hacksaw on this delicate cut as I was a bit afraid to lose a limb fiddling with a tiny aluminum part so close to a fast moving saw blade on the bandsaw.

This attempt was not very successful though. Not because it couldn't be done but because almost all the teeth on my hacksaw's saw blade were gone. In lack of a replacement blade I faced the danger and used the bandsaw instead - very carefully!
In a few minutes it did all the required cuts and none undesired ones(!) and after some additional treatment from the dynamic Scotchbrite duo, the hinges were done.