This line is actually really long. It runs through the tunnel between the bulkhead that supports the wings passed the mixer and though the forward bulkhead that supports the seats. That's the area where you have enough room to put the final flare on. Don't worry about bending the tubing upwards as the radius is very wide and will easily get removed afterwards.

The ability to pull the line back a bit and bend it upwards to have a little room to finish the flare (do not forget to put nut and sleeve on before you do or the line has to be cut and removed!) is the reason why this last bulkhead hole right before the valve has been widened and has no snap bushing to guide the line.

The fact that you can shut off a valve was very helpful when I did my blow test after tightening down those nuts on the flares.
The next steps were preparation for more tube bending. I needed to install the connection points for these tubes. So, the gascolator and the transducer (fuel flow detector) got their fittings and plugs installed. A word of caution about the hole in the firewall that should allow for the fitting to screw into the mounted gascolator. I had widened this hole and remove the flange that covered that hole early on before riveting the lower firewall to the fuselage. I used an actual fitting to check that there was enough room. My assumption was that there was nothing for me to do or even check when I screwed the gascolator in place. This was wrong. And this was worsened by the fact that it needs quite some time to screw those AN3 bolts in and out on the gascolator as they are not easy to get at. You need a simple wrench and you can't move it more than a quarter of a turn before resetting it. So, when you do this, just screw in the bolts hand tight to get an alignment. push the gascolator to the firewall and verify that you can screw the fitting into it from inside the firewall. I used a Dremel to widen the hole a bit on the lower side. It turned out that the gascolator sat a little too low and therefore was off center with the fitting hole in the firewall That's was caused the problem.



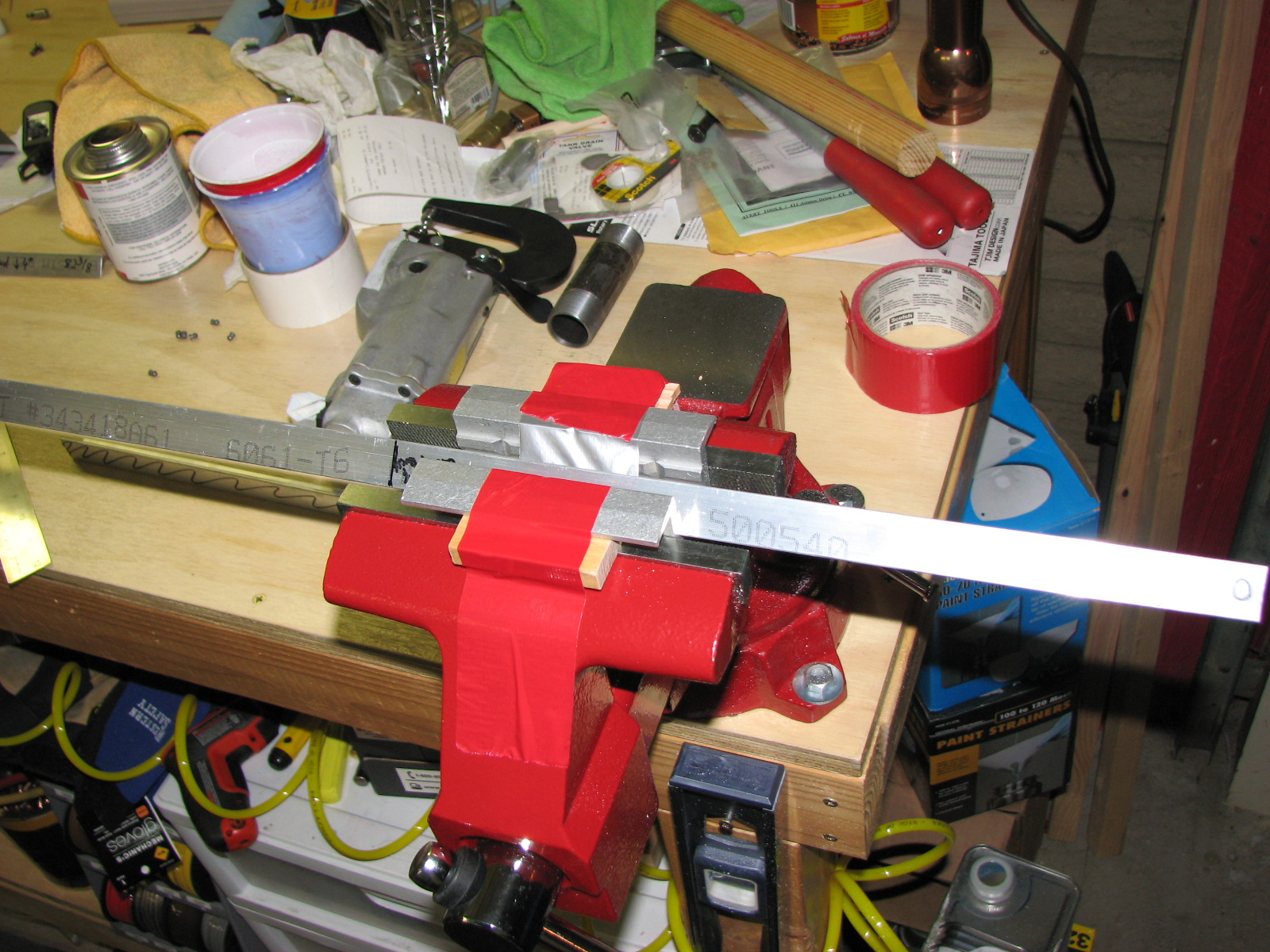
While the thread sealant on those fittings got some time to set, I continued working on the tubings that would eventually connect them. First the short transducer/gascolator tube got bend and flared.

This one was easy as it could get finished on the work bench, so on to the longer one that runs from the valve to the transducer. This one I had to bend completely but leave the final flare off as it would have to get pushed through a snap bushing again.

Notice the little S bend on the left side that doesn't have the nut installed yet? This is particular for the FT-60 transducer that I have. Apparently there are two different transducers used in RV-12s and the FT-60 needs an additional offset bend to get the tube a bit higher to where the fittings sit. This adjustment was holding a surprise for me at this point.
So I pushed the unflared end through the bushing, attach the flared end to the valve to get the adjustment and length right and then I noticed the surprise...

The line looks absolutely perfect. Follow it from the valve through the bushing up to the transducer. Can you see the surprise there?

Yeah, right! This offset didn't get me to the fitting, did it? Sure the tube is too long but that's part of the exercise here as I was to mark the correct length in this step too. Now, as the tube is not where it was supposed to be I first had to take care of that. The distance to the fitting is almost two pipe diameters. Out with the tube, creative free hand bending (with the help of the bending tool), some cursing, in though the bushing, some more manual fine adjustments, marking the correct length, and out again, cutting and deburring of the cut end and back in again, some more cursing about the confined space to operate the flaring tool, double checking that the nut and sleeve are on and flared. Whew! After this fast forward I saw this:

A much better fit although the line looks a little abused. Not a biggy though as it will be covered by the tunnel covers. Only you and I know about it ... ;-)

Compared to this back-and-forth action the final installation of the line between the transducer and the gascolator was a piece of cake. I took care to cut the tubing as long as Van's requested in the instruction. However, the gascolator line appeared to be a bit short. It turns out that this could easily corrected by pulling the S bend apart a bit to allow for a perfect seat on the fittings.

I blow-pressure tested the line up to the valve. After that I needed a second person to seal the open end and there's was no one else around. So, I have to do this when I wife gets back from San Diego tomorrow.
The fuel supply lines are done. The next step is to provide the fuel return line.